

钣金:压段差
2022-5-2 17:46:06 点击:
压段差
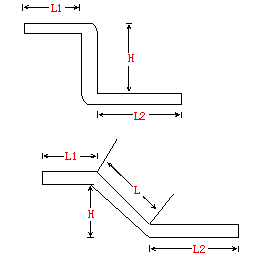
根据成形角度分为直边断差和斜边断差,加工方式则依照断差高度而定。直边断差:当断差高度h小于3.5倍料号时采用断差模或易模成形,大于3.5倍料厚时采用正常一正一反两折完成。
斜边断差:当斜边长度L小于3.5倍料厚时采用断差模或易模成形,大于3.5倍料厚时采用正常一正一反两折完成
如图1,直角压段差 ,当H≤2T时,按下面方法,当H>2T时,按2折计算
展开=L1+L2+T+0.2mm
注:0.2为补偿值
如图2,斜角断差,当H≤2T, 展开=L1+L2+K+(H-T)*0.7
当K<2T,H≤T时,展开=L1+L2+K+0.15T
- 上一篇:钣金展开的定义和折弯常识 2022/5/2
- 下一篇:钣金:压U边 2022/5/2